Các nguyên công chính trong gia công lỗ sâu
MR Đức
Ngày
01/10/2020
Lỗ là kết cấu khá phổ biến trong các chi tiết máy. Để phân biệt lỗ thường và lỗ sâu người ta dựa vào tỷ lệ giữa chiều dài và đường kính lỗ l/d. Thông thường khi lỗ có tỷ lệ lớn hơn 5 thì được xếp vào nhóm các lỗ sâu. Những lỗ sâu điển hình thường gặp là nòng các loại súng pháo, các xi lanh trong hệ thống thủy lực. Ở các chi tiết này, thường tỷ lệ trên vượt xa so với quy ước, với các loại xi lanh thủy lực hay các nòng súng bộ binh tỷ lệ trên là 15 đến 20 lần, còn với các loại pháo cỡ lớn tỷ lệ trên lên đến 60 thậm trí 70 lần.

Xuất phát từ nhu cầu thực tế, cách thức khoan lỗ cũng như gia công lỗ sâu đã có từ cách đây vài thế kỷ và cũng từ điều kiện làm việc tương đối đặc biệt của vũ khí cho nên công nghệ gia công nòng súng pháo là những công nghệ gia công lỗ sâu điển hình nhất. Vậy gia công lỗ sâu gồm các nguyên công nào Hãy cùng chúng tôi tìm hiểu ở bài viết dưới đây nhé.
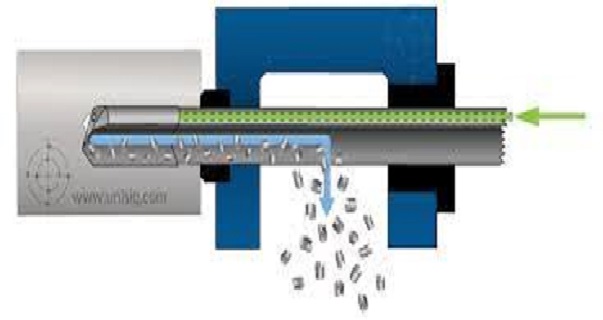
1. Khoan là phương pháp tạo lỗ từ phôi đặc hoặc phôi ống trên các máy khoan tiện hoặc máy vạn năng. Khoan đạt cấp chính xác IT14 –IT12, cấp độ nhám 3-5. Để khoan các lỗ có đường kính nhỏ hơn 100mm thường dùng phương pháp khoan đặc,những lỗ có đường kính lớn hơn 100mm thường sử dụng phương pháp khoan vòng.
2. Khoét là phương pháp gia công mở rộng lỗ trên máy khoan, máy tiện ,máy phay hay máy doa. Nguyên công này nhằn sửa thẳng trục tâm của lỗ và khoét đi phần lớn kim loại còn lại sau khi khoan. Khả năng công nghệ của khoét có thể đạt tới cấp chính xác IT11- IT10,cấp độ nhám 5-7. Nguyên công khoét có thể chia làm 2 bước là khoét thô và khoét tinh. Khoét có 2 phương pháp là khoét đẩy và khoét kéo
3. Doa là phương pháp gia công tinh lỗ đã qua nguyên công khoan và khoét. Khả năng công nghệ có thể đạt cấp chính xác IT 9- IT7, độ nhám đạt đến Ra =0.63 -1.25 thậm chí ra =0.6. Doa có 2 phương pháp cơ bản là doa cưỡng bức và doa tùy động
- Mài khôn là quá trình cắt tế vi kim loại với sự tham gia tổng hợp của rất nhiều hạt mài trong điều kiện có đầy đủ dung dịc bôi trơn và làm nguội. Mài khôn cho phép nâng cao độ chính xác kích thước, giảm sai số hình dáng hình học và độ nhám bề mặt gia công. Độ chính xác kích thước sau mài khôn đạt cấp 2 -3, độ nhám Ra= 0,08- 0,32. Mài khôn có thể có các bước mài thô, mài phá, mài bán tinh, mài tinh,mài gương, mài tổ hợp.
Chọn chuẩn công nghệ trong gia công
Gia công lỗ sâu rất khó kiểm soát sai số trong quá trình cắt gọt nên việc chọn chuẩn gia công có ý nghĩa quyết định đối với chất lượng sản phẩm sau gia công. Chọn chuẩn hợp lý có thể giảm đáng kể sai số này.
Theo quan điểm công nghệ thì bề mặt nào có yêu cầu kỹ thuật, độ chính xác cao được chọn làm chuẩn để gia công. Do vậy ở các nguyên công mở rộng lỗ, bề mặt trụ trong có yêu cầu cao về hình dáng hình học, độ nhám được chọn làm chuẩn gia công. Khi đã có lỗ, dùng mặt trong để làm chuẩn gia công mặt ngoài, sau đó dùng mặt ngoài vừa gia công xong làm chuẩn để móc lỗ dần hướng, lúc này bề mặt lỗ hướng này được lấy làm chuẩn để gia công bề mặt trong còn lại. Quá trình lặp lại liên tục đến khi hoàn thành các nguyên công.
- Các nguyên công tiện mặt trụ ngoài thì chuẩn là hai lỗ tâm của chi tiết
- Chuẩn của các bước gia công mặt đầu, vát mép, móc lỗ hướng là bề mặt trụ ngoài đã láng chuẩn vì khi đó việc rà tròn để điều chỉnh chi tiết được thực hiện trên bề mặt định vị này.
- Các nguyên công khoan, khoét mở rộng sau bước móc lỗ hướng thì chuẩn được xác định ban đầu là bề mặt trụ trong đã móc lỗ hướng. Chiều sâu lỗ hướng phải đảm bảo định vị bốn bậc tự do cho đầu dao để tránh đầu dao bị dao động ban đầu. Khi đầu dao đi qua hết chiều dài lỗ hướng thì chuẩn lúc này là bề mặt lỗ trong vừa gia công.
- Các nguyên công khoét tinh, doa, mài khôn không có bước móc lỗ hướng trước đó thì chuẩn là bề mặt trong vừa gia công ở nguyên công ngay trước đó. Khi đó, các bề mặt trụ ngoài đã láng chuẩn trước đó trở thành các mặt tì nơi cặp mâm cặp, nơi đặt các luynét.

Đảm bảo độ cứng vững của hệ thống công nghệ
Quá trình gia công lỗ sâu, các trang thiết bị đều có chiều dài lớn, việc bảo đảm độ cứng vững sẽ hạn chế đáng kể sai số gia công
- Chiều dài phôi lớn dễ bị võng, kém ổn định
- Băng máy nhiều khi phải ghép, khe hở xuất hiện làm rung động trong quá trình cắt gọt
- Cán dụng cụ được nối dài, trong khi đi sâu vào lỗ dễ cong vênh do rung động
Vì vậy đây là vấn đề lớn trong quá trình đảm bảo các yêu cầu kỹ thuật và phải được chuẩn bị từ trước khi gia công
- Sử dụng các cơ cấu làm tăng độ cứng của hệ thống ( luynét tĩnh, luynét động…)
- Chọn vật liệu và quy trình nhiệt luyện hợp lí
- Đảm bảo độ đồng tâm giữa lỗ chi tiết và đường tâm máy chắc chắn phải được bằng việc rà tròn và điều chỉnh. Độ đồng tâm giữa tâm lỗ chi tiết và tâm đầu dao cũng phải được đảm bảo nhờ các dẫn hướng lắp trên đầu dao,bản thân các dẫn hướng phải đảm bảo cong, tròn đều trên toàn chiều dài của nó (đạt được nhờ mài)
- Nguyên công mài khôn, đầu khôn phải tự lựa thông qua khớp nối ( khớp cầu, khớp các đăng) giữa đầu khôn và cán nối dài.

Trên đây là các bước nguyên công chính trong quá trình gia công lỗ sâu. Ngoài các yêu tố trên thì dụng cụ cặt gọt (mũi khoan, mũi doa...) Dung cụ kiểm (Panme, thước cặp, thước đo sâu...)rất quan trọng trong việc gia công lỗ sâu. Chính vì vậy bạn hãy lựa chọn cho doanh nghiệp của mình những dụng cụ cắt gọt chất lượng nhất để có thể gia công chi tiết của mình được chính xác nhât.
Danh mục tin tức